

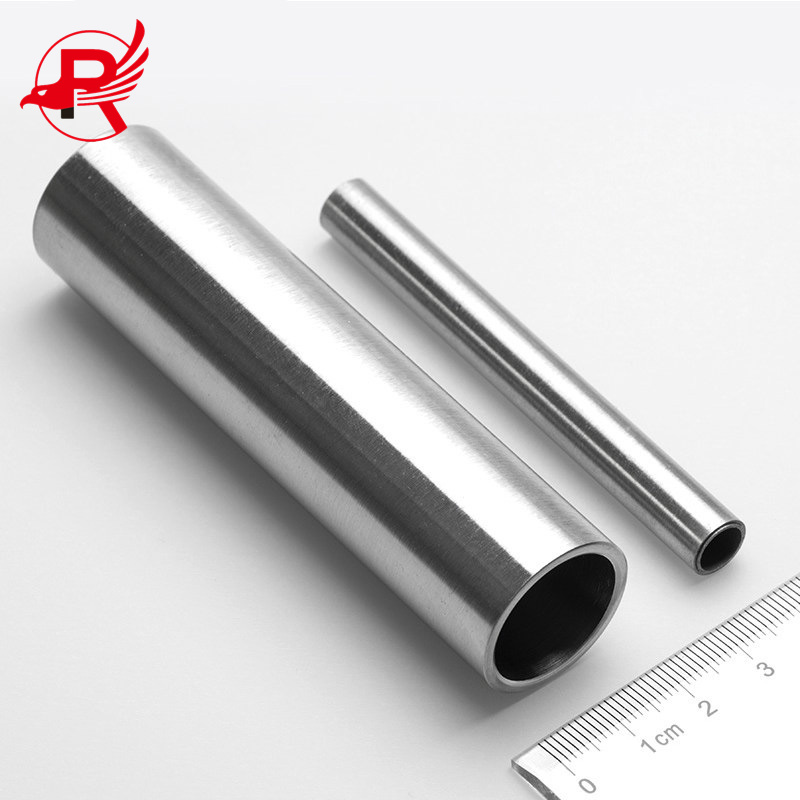
Tubo de acero inoxidable ASTM A312 304 304L 316L al mejor precio




| Nombre del producto | Tubo redondo de acero inoxidable |
| Estándar | ASTM AISI DIN, EN, GB, JIS |
| Grado de acero
| Serie 200: 201, 202 |
| Serie 300: 301, 304, 304L, 316, 316L, 316Ti, 317L, 321, 309s, 310s | |
| Serie 400: 409L, 410, 410s, 420j1, 420j2, 430, 444, 441, 436 | |
| Acero dúplex: 904L, 2205, 2507, 2101, 2520, 2304 | |
| Diámetro exterior | 6-2500 mm (según se requiera) |
| Espesor | 0,3 mm-150 mm (según se requiera) |
| Longitud | 2000 mm/2500 mm/3000 mm/6000 mm/12000 mm (según se requiera) |
| Técnica | Sin costura |
| Superficie | N.º 1 2B BA 6K 8K Espejo N.º 4 HL |
| Tolerancia | ±1% |
| Condiciones de precio | FOB, CFR, CIF |










El tubo de acero inoxidable es un tipo de tubo hueco largo y redondo de acero, utilizado principalmente en tuberías de transporte industrial como las de petróleo, industria química, medicina, alimentación, industria ligera, instrumentación mecánica, etc., así como en componentes estructurales mecánicos. Además, cuando la resistencia a la flexión y a la torsión son iguales, su peso es menor, por lo que también se utiliza ampliamente en la fabricación de piezas mecánicas y estructuras de ingeniería. Asimismo, se usa comúnmente en muebles y utensilios de cocina, entre otros.
Nota:
1. Muestras gratuitas, garantía de calidad postventa del 100%, se acepta cualquier método de pago;
2. Todas las demás especificaciones de tubos redondos de acero al carbono están disponibles según sus requisitos (OEM y ODM). Obtendrá el precio de fábrica directamente de ROYAL GROUP.
Composición química de las tuberías de acero inoxidable
| Composición química % | ||||||||
| Calificación | C | Si | Mn | P | S | Ni | Cr | Mo |
| 201 | ≤0,15 | ≤0,75 | 5. 5-7. 5 | ≤0,06 | ≤ 0,03 | 3,5 - 5,5 | 16.0 -18.0 | - |
| 202 | ≤0,15 | ≤1.0 | 7.5-10.0 | ≤0,06 | ≤ 0,03 | 4.0-6.0 | 17.0-19.0 | - |
| 301 | ≤0,15 | ≤1.0 | ≤2.0 | ≤0,045 | ≤ 0,03 | 6.0-8.0 | 16.0-18.0 | - |
| 302 | ≤0,15 | ≤1.0 | ≤2.0 | ≤0,035 | ≤ 0,03 | 8.0-10.0 | 17.0-19.0 | - |
| 304 | ≤0,08 | ≤1.0 | ≤2.0 | ≤0,045 | ≤ 0,03 | 8.0-10.5 | 18.0-20.0 | - |
| 304L | ≤0,03 | ≤1.0 | ≤2.0 | ≤0,035 | ≤ 0,03 | 9.0-13.0 | 18.0-20.0 | - |
| 309S | ≤0,08 | ≤1.0 | ≤2.0 | ≤0,045 | ≤ 0,03 | 12.0-15.0 | 22.0-24.0 | - |
| 310S | ≤0,08 | ≤1,5 | ≤2.0 | ≤0,035 | ≤ 0,03 | 19.0-22.0 | 24.0-26.0 | |
| 316 | ≤0,08 | ≤1.0 | ≤2.0 | ≤0,045 | ≤ 0,03 | 10.0-14.0 | 16.0-18.0 | 2.0-3.0 |
| 316L | ≤0,03 | ≤1.0 | ≤2.0 | ≤0,045 | ≤ 0,03 | 12.0 - 15.0 | 16.0 -1 8.0 | 2.0 -3.0 |
| 321 | ≤ 0,08 | ≤1.0 | ≤2.0 | ≤0,035 | ≤ 0,03 | 9.0 - 13.0 | 17.0 -1 9.0 | - |
| 630 | ≤ 0,07 | ≤1.0 | ≤1.0 | ≤0,035 | ≤ 0,03 | 3.0-5.0 | 15.5-17.5 | - |
| 631 | ≤0,09 | ≤1.0 | ≤1.0 | ≤0,030 | ≤0,035 | 6.50-7.75 | 16.0-18.0 | - |
| 904L | ≤ 2.0 | ≤0,045 | ≤1.0 | ≤0,035 | - | 23,0·28,0 | 19,0-23,0 | 4.0-5.0 |
| 2205 | ≤0,03 | ≤1.0 | ≤2.0 | ≤0,030 | ≤0,02 | 4.5-6.5 | 22,0-23,0 | 3.0-3.5 |
| 2507 | ≤0,03 | ≤0,8 | ≤1,2 | ≤0,035 | ≤0,02 | 6.0-8.0 | 24.0-26.0 | 3.0-5.0 |
| 2520 | ≤0,08 | ≤1,5 | ≤2.0 | ≤0,045 | ≤ 0,03 | 0,19 -0,22 | 0,24 -0,26 | - |
| 410 | ≤0,15 | ≤1.0 | ≤1.0 | ≤0,035 | ≤ 0,03 | - | 11,5-13,5 | - |
| 430 | ≤0,1 2 | ≤0,75 | ≤1.0 | ≤ 0,040 | ≤ 0,03 | ≤0,60 | 16.0 -18.0 | |
Mediante diferentes métodos de procesamiento de laminación en frío y reprocesamiento de superficie después de laminación, se puede obtener el acabado superficial del acero inoxidable.barpueden tener diferentes tipos.

El procesamiento de superficie de las tuberías de acero inoxidable tiene NO.1, 2B, No. 4, HL, No. 6, No. 8, BA, TR duro, laminado brillante 2H, pulido brillante y otros acabados superficiales, etc.
N.º 1: La superficie N.º 1 se refiere a la superficie obtenida mediante tratamiento térmico y decapado tras el laminado en caliente del tubo de acero inoxidable. Su objetivo es eliminar la capa de óxido negro producida durante el laminado en caliente y el tratamiento térmico mediante decapado o métodos de tratamiento similares. Este es el procesamiento de la superficie N.º 1. La superficie N.º 1 es de color blanco plateado y mate. Se utiliza principalmente en industrias resistentes al calor y a la corrosión que no requieren brillo superficial, como la industria del alcohol, la industria química y la fabricación de grandes contenedores.
2B: La superficie 2B se diferencia de la superficie 2D en que se alisa con un rodillo liso, lo que le confiere un brillo mayor. El valor de rugosidad superficial Ra, medido con el instrumento, oscila entre 0,1 y 0,5 μm, el tipo de procesamiento más común. Este tipo de superficie de tira de acero inoxidable es la más versátil, apta para usos generales y ampliamente utilizada en las industrias química, papelera, petrolera, médica y otras. También puede emplearse como revestimiento de fachadas en edificios.
Acabado duro TR: El acero inoxidable TR también se denomina acero duro. Sus grados representativos son el 304 y el 301, y se utilizan en productos que requieren alta resistencia y dureza, como vehículos ferroviarios, cintas transportadoras, resortes y juntas. El principio consiste en aprovechar las características de endurecimiento por deformación del acero inoxidable austenítico para aumentar la resistencia y la dureza de la chapa mediante métodos de trabajo en frío, como el laminado. El material duro utiliza entre un pequeño porcentaje y varias decenas de porcentaje del laminado suave para reemplazar la planitud suave de la superficie base 2B, y no se realiza ningún recocido después del laminado. Por lo tanto, la superficie dura TR del material duro es la superficie laminada después del laminado en frío.
Re-laminado brillante 2H: Tras el proceso de laminado, el tubo de acero inoxidable se somete a un recocido brillante. El tubo se enfría rápidamente mediante una línea de recocido continuo. La velocidad de desplazamiento del tubo en la línea es de aproximadamente 60 a 80 m/min. Tras este paso, el acabado superficial será de re-laminado brillante 2H.
N.º 4: La superficie N.º 4 presenta un acabado pulido fino, más brillante que la superficie N.º 3. Se obtiene puliendo tubos de acero inoxidable laminados en frío con superficie 2D o 2B como base, utilizando una banda abrasiva con un tamaño de grano de 150-180#. El valor de rugosidad superficial Ra, medido con el instrumento, es de 0,2 a 1,5 μm. La superficie N.º 4 se utiliza ampliamente en equipos de cocina y restaurante, equipos médicos, decoración arquitectónica, contenedores, etc.
HL: El acabado superficial HL se conoce comúnmente como acabado de líneas finas. La norma japonesa JIS estipula que se utilice una banda abrasiva de grano 150-240 para pulir la superficie abrasiva continua con aspecto de líneas finas. En la norma china GB3280, las regulaciones son bastante imprecisas. El acabado superficial HL se utiliza principalmente en la decoración de edificios, como ascensores, escaleras mecánicas y fachadas.
N.º 6: La superficie del N.º 6 se basa en la del N.º 4 y se pule adicionalmente con un cepillo Tampico o un material abrasivo con un tamaño de partícula W63, según la norma GB2477. Esta superficie presenta un buen brillo metálico y un tacto suave. Su reflectividad es baja y no refleja la imagen. Gracias a estas excelentes propiedades, resulta muy adecuada para la fabricación de fachadas y revestimientos de edificios, y también se utiliza ampliamente en utensilios de cocina.
BA: El acabado BA se obtiene mediante un tratamiento térmico de brillo tras el laminado en frío. Este tratamiento consiste en un recocido en atmósfera protectora que garantiza la ausencia de oxidación, preservando así el brillo del laminado en frío. Posteriormente, se aplica un rodillo alisador de alta precisión para un ligero nivelado que mejora el brillo de la superficie. El resultado es un acabado casi de espejo, con una rugosidad superficial Ra de entre 0,05 y 0,1 μm, medida con un instrumento especializado. El acabado BA tiene una amplia gama de aplicaciones, pudiendo utilizarse en utensilios de cocina, electrodomésticos, equipos médicos, autopartes y elementos decorativos.
N.º 8: El N.º 8 es una superficie con acabado espejo de máxima reflectividad y sin granos abrasivos. En la industria del procesamiento profundo de acero inoxidable, también se le conoce como placas 8K. Generalmente, los materiales BA se utilizan como materia prima para el acabado espejo mediante lijado y pulido. Tras el acabado espejo, la superficie adquiere un aspecto artístico, por lo que se utiliza principalmente en la decoración de entradas de edificios y en la decoración de interiores.
Proceso principal de producción: acero redondo → reinspección → pelado → troquelado → centrado → calentamiento → perforación → decapado → cabeza plana → inspección y rectificado → laminado en frío (estirado en frío) → desengrasado → tratamiento térmico → enderezado → corte de tubos (fijados a la longitud) )→ decapado/pasivación→ inspección del producto terminado (corrientes de Foucault, ultrasonidos, presión de agua)→ embalaje y almacenamiento.
1. Corte de acero redondo: Tras recibir el acero redondo del almacén de materia prima, se calcula la longitud de corte según los requisitos del proceso y se marca el acero. Los aceros se apilan según su grado, número de colada, número de lote de producción y especificaciones, y los extremos se distinguen mediante pinturas de diferentes colores.
2. Centrado: Para centrar la máquina perforadora de brazo transversal, primero se localiza el punto central en una sección de la barra de acero redonda, se perfora el orificio de muestra y, a continuación, se fija verticalmente sobre la mesa de la máquina perforadora para su centrado. Las barras redondas, una vez centradas, se apilan según el grado del acero, el número de colada, la especificación y el número de lote de producción.
3. Desbaste: El desbaste se realiza después de que los materiales entrantes hayan pasado la inspección. El desbaste incluye el desbaste en torno y el corte en espiral. El desbaste en torno se realiza en el torno mediante el método de procesamiento de una abrazadera y una parte superior, y el corte en espiral consiste en colgar el acero redondo en la máquina herramienta. Realizar el corte en espiral.
4. Inspección de superficie: Se realiza la inspección de calidad del acero redondo pelado, se marcan los defectos superficiales existentes y el personal de rectificado los rectifica hasta que cumplan con los requisitos. Las barras redondas que han superado la inspección se apilan por separado según el grado de acero, el número de colada, la especificación y el número de lote de producción.
5. Calentamiento de barras redondas de acero: El equipo de calentamiento de barras redondas de acero incluye hornos de solera inclinada y hornos de caja a gas. El horno de solera inclinada se utiliza para calentar grandes lotes, mientras que el horno de caja se utiliza para calentar lotes pequeños. Al entrar en el horno, las barras redondas de diferentes grados de acero, números de colada y especificaciones se separan mediante la película exterior usada. Durante el calentamiento, los operarios utilizan herramientas especiales para girar las barras y asegurar un calentamiento uniforme.
6. Perforación por laminación en caliente: se utiliza una unidad de perforación y un compresor de aire. Según las especificaciones del acero redondo perforado, se seleccionan las placas guía y los tapones de molibdeno correspondientes, se perfora el acero redondo calentado con una perforadora y los tubos de desecho perforados se introducen aleatoriamente en la piscina para su enfriamiento completo.
7. Inspección y rectificado: Compruebe que las superficies internas y externas de la tubería de desagüe sean lisas y uniformes, y que no presenten rebabas, grietas, intercapas, picaduras profundas, marcas de rosca importantes, rebabas, fricciones, baotou ni cabezas de hoz. Los defectos superficiales de la tubería de desagüe pueden eliminarse mediante el rectificado local. Las tuberías de desagüe que hayan superado la inspección o que, tras la reparación y el rectificado, presenten defectos menores, serán agrupadas por los operarios del taller según los requisitos y apiladas de acuerdo con el grado de acero, el número de horno, la especificación y el número de lote de producción de la tubería de desagüe.
8. Enderezado: Las tuberías de desagüe que llegan al taller de perforación se empaquetan en haces. Su forma es curva y requieren enderezamiento. El equipo de enderezado incluye una enderezadora vertical, una enderezadora horizontal y una prensa hidráulica vertical (utilizada para el preenderezamiento cuando la tubería de acero presenta una gran curvatura). Para evitar que la tubería de acero se mueva bruscamente durante el enderezado, se utiliza un manguito de nailon para limitar su movimiento.
9. Corte de tuberías: Según el plan de producción, la tubería de desecho enderezada debe cortarse en la cabeza y en la cola, y el equipo utilizado es una máquina de corte con muela abrasiva.
10. Decapado: El tubo de acero enderezado necesita ser decapado para eliminar la capa de óxido y las impurezas de su superficie. El tubo se decapa en el taller de decapado y se introduce lentamente en el tanque mediante un sistema de elevación.
11. Rectificado, inspección endoscópica y pulido interno: los tubos de acero que cumplen los requisitos para el decapado entran en el proceso de rectificado de la superficie exterior, los tubos de acero pulidos se someten a una inspección endoscópica y los productos no cualificados o los procesos con requisitos especiales deben tratarse mediante pulido interno.
12. Proceso de laminado en frío/proceso de estirado en frío
Laminación en frío: El tubo de acero se lamina mediante los rodillos del tren de laminación en frío, y el tamaño y la longitud del tubo de acero se modifican mediante una deformación continua en frío.
Estirado en frío: El tubo de acero se abocina y se reduce su espesor de pared mediante una máquina de estirado en frío sin calentamiento para modificar su tamaño y longitud. El tubo de acero estirado en frío presenta una alta precisión dimensional y un buen acabado superficial. La desventaja radica en la elevada tensión residual, el uso frecuente de tubos estirados en frío de gran diámetro y la lentitud en la formación del producto final. El proceso específico de estirado en frío incluye:
① Cabezal de soldadura: Antes del trefilado en frío, un extremo del tubo de acero debe ser cabezado (tubo de acero de diámetro pequeño) o cabeza de soldadura (tubo de acero de diámetro grande) para prepararlo para el proceso de trefilado, y una pequeña cantidad de tubo de acero de especificación especial debe calentarse y luego cabezado.
② Lubricación y secado: Antes del estirado en frío del tubo de acero después de la cabeza (cabeza de soldadura), el orificio interior y la superficie exterior del tubo de acero deben lubricarse, y el tubo de acero recubierto con lubricante debe secarse antes del estirado en frío.
③ Estirado en frío: Una vez seco el lubricante, el tubo de acero entra en el proceso de estirado en frío, y el equipo utilizado para el estirado en frío es una máquina de estirado en frío de cadena y una máquina de estirado en frío hidráulica.
13. Desengrasado: El objetivo del desengrasado es eliminar el aceite de laminación adherido a la pared interior y a la superficie exterior del tubo de acero después del laminado mediante enjuague, para evitar la contaminación de la superficie del acero durante el recocido y prevenir el aumento de carbono.
14. Tratamiento térmico: El tratamiento térmico restaura la forma del material mediante la recristalización y reduce la resistencia a la deformación del metal. El equipo de tratamiento térmico es un horno de tratamiento térmico por solución de gas natural.
15. Decapado de productos terminados: Después del corte, los tubos de acero se someten a un decapado final con el fin de pasivar la superficie, de manera que se pueda formar una película protectora de óxido en la superficie de los tubos de acero y mejorar el excelente rendimiento de los mismos.
16. Inspección del producto terminado: El proceso principal de inspección y prueba del producto terminado es inspección de medidor → sonda de corrientes de Foucault → supersonda → presión de agua → presión de aire. La inspección de superficie consiste principalmente en verificar manualmente si hay defectos en la superficie de la tubería de acero, si la longitud de la tubería de acero y el tamaño de la pared exterior son adecuados; la detección de corrientes de Foucault utiliza principalmente el detector de fallas de corrientes de Foucault para verificar si hay agujeros en la tubería de acero; la superdetección utiliza principalmente el detector de fallas ultrasónico para verificar si la tubería de acero está agrietada interna o externamente; la presión de agua y la presión de aire utilizan una máquina hidráulica y una máquina de presión de aire para detectar si la tubería de acero tiene fugas de agua o aire, para así asegurar que la tubería de acero esté en buenas condiciones.
17. Embalaje y almacenamiento: Los tubos de acero que han superado la inspección entran en la zona de embalaje de productos terminados. Los materiales utilizados para el embalaje incluyen tapas para orificios, bolsas de plástico, tela de piel de serpiente, tablas de madera, flejes de acero inoxidable, etc. La superficie exterior de ambos extremos del tubo de acero embalado se recubre con pequeñas tablas de madera y se sujeta con flejes de acero inoxidable para evitar el contacto entre los tubos durante el transporte y prevenir colisiones. Los tubos de acero embalados entran en la zona de apilamiento de productos terminados.
El embalaje suele ser sencillo, con sujeción mediante alambre de acero, muy resistente.
Si tiene requisitos especiales, puede utilizar un embalaje inoxidable, que además resulta más estético.

Transporte:Envío exprés (entrega de muestras), aéreo, ferroviario, terrestre, marítimo (FCL, LCL o a granel).


Nuestro Cliente

P: ¿Son fabricantes de UA?
R: Sí, somos fabricantes. Tenemos nuestra propia fábrica ubicada en la ciudad de Tianjin, China.
P: ¿Puedo hacer un pedido de prueba de solo unas pocas toneladas?
R: Por supuesto. Podemos enviarle la carga con el servicio LCL (carga parcial de contenedor).
P: ¿La muestra es gratuita?
R: La muestra es gratuita, pero el comprador paga el flete.
P: ¿Son ustedes proveedores Gold y ofrecen garantía comercial?
A: Somos proveedores de oro desde hace siete años y aceptamos garantías comerciales.
-

Tubo sin costura de acero inoxidable (304H 304 316 316...
-

Tubo de acero sin costura de alta calidad ASTM 304 304L...
-

Fábrica de acero inoxidable profesional de China Prod...
-

Tubo cuadrado de acero inoxidable 410 410s de alta calidad
-
Venta al por mayor de fábrica 2205 2507 Espejo de acero inoxidable...
-

2b/Ba/N.º 1/N.º 4/Hl/8K Bobina de acero inoxidable laminada en frío/caliente...





